








આ પાતળા-દિવાલોવાળા ભાગો કેવી રીતે ઉત્પન્ન થાય છે?

મેટલ સ્પિનિંગ એ શીટ મેટલ માટે સપ્રમાણ રોટેશનલ ફોર્મિંગ પ્રક્રિયા છે. સ્પિન્ડલ ખાલી અને મોલ્ડ કોરને ફેરવવા માટે ચલાવે છે, અને પછી રોટરી વ્હીલ ફરતી ખાલી જગ્યા પર દબાણ લાગુ કરે છે. સ્પિનિંગ મશીનના મુખ્ય શાફ્ટની રોટરી ગતિ અને ટૂલની રેખાંશ અને ટ્રાંસવર્સ ફીડ ગતિને કારણે, પ્લાસ્ટિકની આ સ્થાનિક વિકૃતિ ધીમે ધીમે સંપૂર્ણ ખાલી જગ્યામાં વિસ્તરે છે, ત્યાંથી હોલો ફરતા શરીરના ભાગોના વિવિધ આકાર પ્રાપ્ત થાય છે.
પ્રક્રિયા ખર્ચ: ઘાટની કિંમત (ઓછી), એક ભાગની કિંમત (મધ્યમ)
લાક્ષણિક ઉત્પાદનો: ફર્નિચર, લેમ્પ્સ, એરોસ્પેસ, પરિવહન, ટેબલવેર, ઘરેણાં, વગેરે.
ઉપજ યોગ્ય: નાના અને મધ્યમ બેચ ઉત્પાદન


સપાટી ગુણવત્તા:
સપાટીની ગુણવત્તા મોટે ભાગે ઓપરેટરની કુશળતા અને ઉત્પાદન ઝડપ પર આધારિત છે
મશીનિંગ સ્પીડ: ભાગના કદ, જટિલતા અને શીટ મેટલની જાડાઈના આધારે મધ્યમથી ઉચ્ચ ઉત્પાદન ઝડપ
લાગુ સામગ્રી:
સ્ટેનલેસ સ્ટીલ, પિત્તળ, તાંબુ, એલ્યુમિનિયમ, ટાઇટેનિયમ વગેરે જેવી ગરમ ધાતુની શીટ્સ માટે યોગ્ય.
ડિઝાઇન વિચારણાઓ:
1. મેટલ સ્પિનિંગ માત્ર રોટેશનલી સપ્રમાણ ભાગોના ઉત્પાદન માટે યોગ્ય છે, અને સૌથી આદર્શ આકાર અર્ધગોળાકાર પાતળા-શેલ મેટલ ભાગો છે;
2. મેટલ સ્પિનિંગ દ્વારા રચાયેલા ભાગો માટે, આંતરિક વ્યાસ 2.5m ની અંદર નિયંત્રિત થવો જોઈએ.

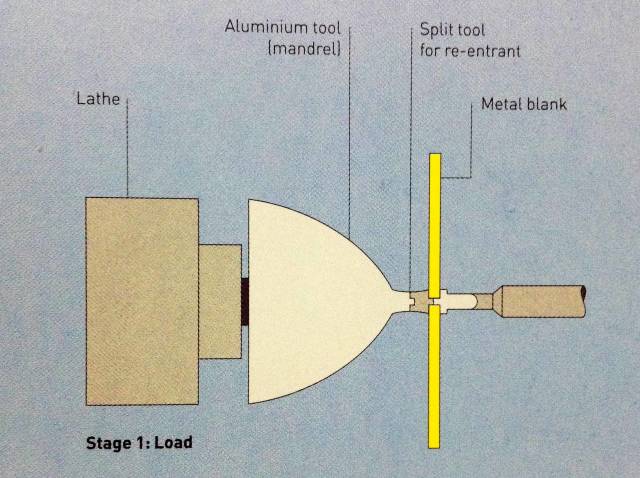
પગલું 1: મશીન મેન્ડ્રેલ પર કટ રાઉન્ડ મેટલ શીટને ઠીક કરો.
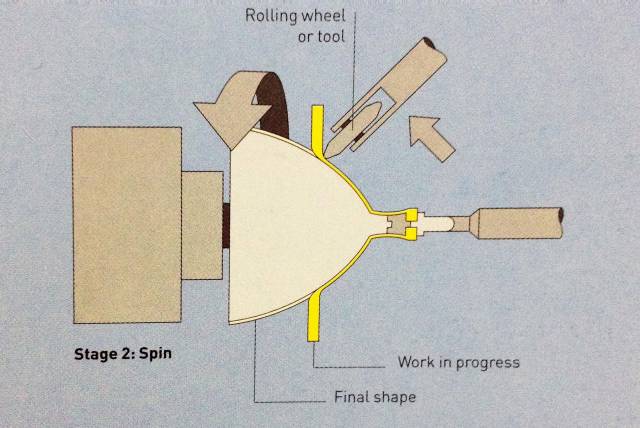
પગલું 2: મેન્ડ્રેલ ગોળાકાર મેટલ પ્લેટને વધુ ઝડપે ફેરવવા માટે ચલાવે છે, અને રનર સાથેનું સાધન ધાતુની સપાટીને દબાવવાનું શરૂ કરે છે જ્યાં સુધી ધાતુની પ્લેટ સંપૂર્ણપણે ઘાટની આંતરિક દિવાલ પર ફિટ ન થઈ જાય.
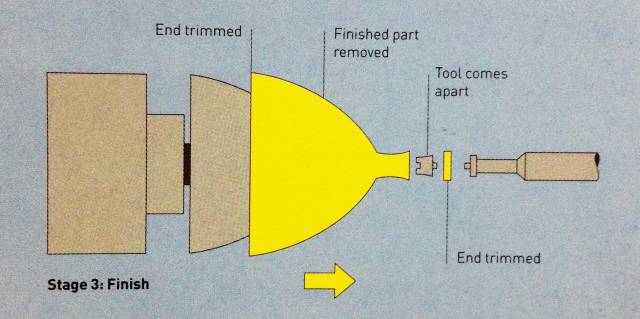
પગલું 3: મોલ્ડિંગ પૂર્ણ થયા પછી, મેન્ડ્રેલ દૂર કરવામાં આવે છે અને ડિમોલ્ડિંગ માટે ભાગની ઉપર અને નીચે કાપી નાખવામાં આવે છે.
તમારો સંદેશ અમને મોકલો:
-

એલ્યુમિનિયમ CNC મશીનિંગ ભાગો
-

એલ્યુમિનિયમ શીટ મેટલ ફેબ્રિકેશન
-

એક્સિસ હાઇ પ્રિસિઝન CNC મશીનિંગ પાર્ટ્સ
-

ઇટાલી માટે સીએનસી મશીનવાળા ભાગો
-

CNC મશીનિંગ એલ્યુમિનિયમ ભાગો
-

ઓટો પાર્ટ્સ મશીનિંગ
-

ટાઇટેનિયમ એલોય ફોર્જિંગ્સ
-

ટાઇટેનિયમ અને ટાઇટેનિયમ એલોય ફિટિંગ
-

ટાઇટેનિયમ અને ટાઇટેનિયમ એલોય ફોર્જિંગ્સ
-

ટાઇટેનિયમ અને ટાઇટેનિયમ એલોય વાયર
-

ટાઇટેનિયમ બાર્સ
-

ટાઇટેનિયમ સીમલેસ પાઇપ્સ/ટ્યુબ્સ
-

ટાઇટેનિયમ વેલ્ડેડ પાઇપ્સ/ટ્યુબ્સ