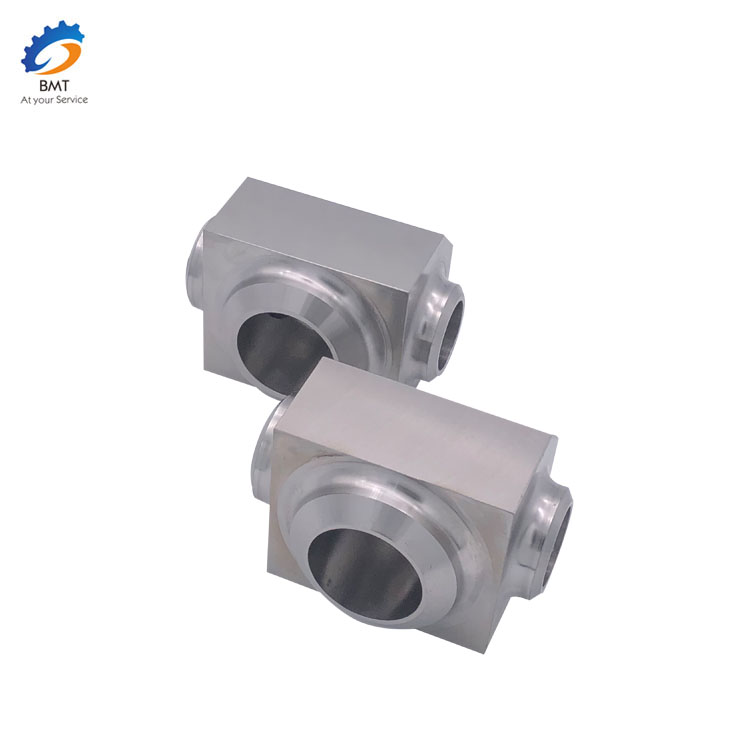
CNC ઓટો પાર્ટ્સ પ્રોફેશનલ મેન્યુફેક્ચરર
BMT પ્રિસિઝન મશીનિંગ, નોન-સ્ટાન્ડર્ડ પાર્ટ્સ પ્રોસેસિંગ, CNC બલ્ક પાર્ટ્સ પ્રોસેસિંગ, ન્યુમેરિકલ કંટ્રોલ કાર પાર્ટ્સ પ્રોસેસિંગ, બેચ ટાઇટેનિયમ એલોય ઇન હાઇ પ્રિસિઝન પાર્ટ્સ પ્રોસેસિંગ, શાફ્ટ પાર્ટ્સ પ્રોસેસિંગ, સેમિકન્ડક્ટર ઇક્વિપમેન્ટ પાર્ટ્સ પ્રોસેસિંગ વગેરેમાં વિશેષતા ધરાવે છે, સમૃદ્ધ અનુભવ ધરાવે છે. સીએનસી મશીનિંગ સેન્ટર, સીએનસી લેથ્સ, વાયર કટીંગ, મિલિંગ મશીન, ગ્રાઇન્ડીંગ મશીન, કોતરવામાં, ત્રણ કોઓર્ડિનેટ્સ માપવાનું સાધન, ઊંચાઈ માપવાનું સાધન અને અન્ય ઉચ્ચ ચોકસાઇ ઉત્પાદન અને શોધ સાધનો સાથે.

1. પ્રોસેસિંગ ડ્રોઇંગનું વિશ્લેષણ કરો અને પ્રોસેસિંગ પ્રક્રિયા નક્કી કરો
ગ્રાહક દ્વારા પૂરા પાડવામાં આવેલ પ્રોસેસિંગ ડ્રોઇંગ અનુસાર, પ્રક્રિયા કર્મચારીઓ આકાર, પરિમાણીય ચોકસાઈ, સપાટીની ખરબચડી, વર્કપીસ સામગ્રી, ખાલી પ્રકાર અને ભાગોના હીટ ટ્રીટમેન્ટની સ્થિતિનું વિશ્લેષણ કરી શકે છે અને પછી મશીન ટૂલ, ટૂલ પસંદ કરી શકે છે, ક્લેમ્પિંગની સ્થિતિ નક્કી કરી શકે છે. ઉપકરણ, પ્રક્રિયા પદ્ધતિ, પ્રક્રિયા ક્રમ અને કટીંગ ડોઝનું કદ. મશીનિંગ પ્રક્રિયા નક્કી કરવાની પ્રક્રિયામાં, CNC મશીન ટૂલના કમાન્ડ ફંક્શનને સંપૂર્ણ રીતે ધ્યાનમાં લેવું જોઈએ, મશીન ટૂલની કાર્યક્ષમતાને સંપૂર્ણ રમત આપવી જોઈએ, જેથી પ્રક્રિયાનો માર્ગ વાજબી હોય, ઓછા છરીનો સમય અને ટૂંકા પ્રક્રિયા સમય.

2. ટૂલ પાથ પાથના સંકલન મૂલ્યની વ્યાજબી રીતે ગણતરી કરો
મશીનિંગ ભાગ અને સેટ પ્રોગ્રામિંગ કોઓર્ડિનેટ સિસ્ટમના ભૌમિતિક કદ અનુસાર, કટર રૂટના કેન્દ્રના ગતિ માર્ગની ગણતરી કરવામાં આવે છે, અને કટરની સ્થિતિનો તમામ ડેટા મેળવવામાં આવે છે. સામાન્ય CNC સિસ્ટમમાં રેખીય પ્રક્ષેપ અને ગોળ પ્રક્ષેપનું કાર્ય હોય છે, પ્રમાણમાં સરળ પ્લાનર આકારના ભાગો માટે, જેમ કે રેખા અને ચાપ સમોચ્ચ મશીનિંગના ભાગો માટે, માત્ર પ્રારંભિક બિંદુ અને અંતિમ બિંદુના ભૌમિતિક ઘટકોની ગણતરી કરવાની જરૂર છે, વર્તુળના ગોળાકાર ચાપ ( અથવા ગોળાકાર ચાપ ત્રિજ્યા), બે ભૌમિતિક તત્વ આંતરછેદ બિંદુ અથવા સ્પર્શ બિંદુ સંકલન મૂલ્યો. જો nc સિસ્ટમમાં ટૂલ કમ્પેન્સેશન ફંક્શન નથી, તો ટૂલ સેન્ટર ટ્રેજેક્ટરી કોઓર્ડિનેટ મૂલ્યની ગણતરી કરવી જોઈએ. જટિલ આકાર ધરાવતા ભાગો માટે (જેમ કે બિન-ગોળાકાર વળાંક અને સપાટીથી બનેલા ભાગો), વાસ્તવિક વળાંક અથવા સપાટીનો અંદાજ કાઢવા માટે સીધી રેખા સેગમેન્ટ (અથવા આર્ક સેગમેન્ટ) નો ઉપયોગ કરવો જરૂરી છે અને તેના સંકલન મૂલ્યની ગણતરી કરવી જરૂરી છે. જરૂરી મશીનિંગ ચોકસાઈ અનુસાર ગાંઠો.
3. ભાગો માટે CNC મશીનિંગ પ્રોગ્રામ લખો
ટૂલ પાથ ડેટાની ગણતરી કરવા માટે છરીના માર્ગના ભાગો અનુસાર અને પ્રક્રિયાના પરિમાણો નક્કી કરવામાં આવ્યા છે અને સહાયક ક્રિયા, પ્રોગ્રામિંગ કર્મચારીઓ કાર્યાત્મક સૂચનાઓ અને પ્રોગ્રામ ફોર્મેટ, વિભાગ દ્વારા નિર્ધારિત સંખ્યાત્મક નિયંત્રણ સિસ્ટમના ઉપયોગ અનુસાર હોઈ શકે છે. પ્રોસેસિંગ પ્રોગ્રામના ભાગો લખવા માટેનો વિભાગ. આના પર ધ્યાન આપવું જોઈએ: પ્રથમ, પ્રોગ્રામ લેખનનું માનકીકરણ વ્યક્ત અને વાતચીત કરવા માટે સરળ હોવું જોઈએ; બીજું, CNC મશીન ટૂલની કામગીરી અને સંપૂર્ણ પરિચયના આધારે સૂચનાઓના ઉપયોગમાં, કુશળતા, પ્રોગ્રામિંગ કુશળતાના ઉપયોગની સૂચના.






